
Swiss-type lathes demand programming approaches that differ fundamentally from conventional turning centers. Their unique architecture, featuring sliding headstocks, guide bushings, and multi-channel synchronization, requires specialized G-code strategies for achieving efficient cycle times and consistent part quality.
Guide Bushing Fundamentals in Programming
Guide bushings are what separates a CNC Swiss lathe from a conventional lathe. This rotating or fixed bushing supports bar stock close to the cutting zone while the sliding headstock feeds material. Unlike conventional lathes where the headstock remains stationary, the Swiss headstock moves along the Z-axis, with bar stock motion acting as the feed for material removal.
The guide bushing must be adjusted so it's loose enough to enable bar passage but not too loose to reduce support. Shops typically purchase guide bushings 0.001" larger than bar stock diameter, allowing proper adjustment without excessive tightening that restricts lubricating oil flow.
Segmentation is a key strategy to take full advantage of guide bushing benefits. This technique divides the part into sectors when work along the part's length would prevent proper guide bushing support. The most common scenario occurs when turning reduces diameter below the guide bushing's inside dimension, requiring programmed operations that maintain guide bushing contact with properly-sized material.

Coordinate Systems and Synchronization
Most machine tool OEMs reference their datum from the face of the main spindle. Building programs from this defined reference point simplifies part nesting and sub-spindle transfers. Common synchronization involves setting Z-zero at the part face for both main and sub-spindle operations.
Creating a reference sheet that assigns channels to axes eliminates confusion. When programs run simultaneously in multiple channels, wait commands ensure one turret or spindle waits for another to complete critical operations, preventing collisions in the compact work zone.
Modern CAM systems provide channel synchronization managers that guide operation sequencing and identify potential clashes, though understanding underlying G-code logic remains essential for troubleshooting.
Sub-Spindle Programming and Part Transfer
Anyone with a milling-capable Swiss machine will eventually face transferring non-round, irregularly-shaped parts to the sub-spindle. On advanced controls, this involves positioning the sub-spindle near the main, manually rotating to achieve alignment, closing the collet, and executing a "phase set" function that zeros encoders.
The critical consideration: sub-spindles face opposite the main spindle, requiring opposite rotation direction for back-mounted tooling. A typical transfer sequence includes completing main spindle operations, synchronizing rotation, closing the sub-spindle collet, retracting the guide bushing if necessary, executing part-off, and positioning for backworking.
Tool Offset Management
Operators must remember that a single tool might perform multiple operations. Adjusting offset for one operation (ie. a finishing diameter) might adversely affect subsequent operations that same tool performs, potentially causing excessive roughing depth or "cutting air" on finishing passes.
This interconnectedness demands systematic offset management: documenting all operations each tool performs, considering downstream effects before adjustments, using tool wear compensation when possible, and maintaining detailed setup sheets.

Chip Control Programming
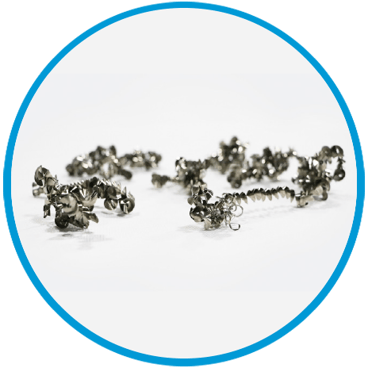
Long, stringy chips are undesirable and can heat up and damage cutting tools or scrap parts. This challenge intensifies in Swiss machines' compact work zones where chips tend to get entangled around the part or tool.
Micro-Vibration Turning (MVT)
Nomura DS Swiss lathes incorporate Micro-Vibration Turning technology to address chip control challenges without requiring operator intervention. MVT applies controlled oscillations during cutting operations, creating momentary interruptions in tool-to-workpiece contact that break chips into manageable segments rather than allowing long, stringy formations.
The technology proves particularly valuable when machining difficult materials like stainless steel, aluminum alloys, and high-temperature alloys where conventional chip breaking methods often fail. By programming MVT activation through simple G-code commands, machinists can eliminate the chip bird-nesting that typically requires constant operator attention and interrupts unattended machining operations.
MVT integrates seamlessly with standard turning operations across both Z and X-axis movements, functioning effectively during facing, turning, grooving, and threading cycles. The system automatically adjusts oscillation parameters based on programmed cutting conditions, though experienced programmers can fine-tune settings for specific material and geometry combinations to optimize chip formation and surface finish.
Leveraging Advanced Machine Features
Programmable B-Axis
Swiss lathes with programmable B-axis units add another dimension to programming capability, allowing tools to approach workpieces at different angles across operations. This feature enhances flexibility for complex part geometries but requires careful offset management as the same tool operates at varying orientations.
Live Tooling Integration
Swiss lathes often accommodate 20+ tools in the tool zone, many with live tooling capability. Combined with C-axis rotation and Y-axis cross-drilling, this enables complete part production including milling, drilling, and tapping in one setup. Effective programming coordinates these operations to minimize spindle indexing and tool positioning moves.
Advanced Machining Cycles
Specialized cutting cycles like pinch turning and pinch milling use multiple tools simultaneously, dramatically reducing cycle time for high-volume production. These techniques require careful programming to coordinate tool feeds and depths while preventing interference.
CAM Software Considerations
The complexity of Swiss programming has driven widespread CAM adoption, with platforms offering Swiss-specific modules. CAM systems provide automatic channel synchronization, machine simulation with collision detection, and optimized tool paths, significantly reducing programming time and error risk.
Several programs offer comprehensive milling, turning, and inspection cycles supporting Swiss-specific machine components including sliding headstocks, guide bushings, gang slides, secondary spindles, and collinear axes. However, manual G-code knowledge remains valuable for troubleshooting, optimization, and shop floor modifications. Understanding underlying logic enables fine-tuning even CAM-generated programs.
Setup and Validation Best Practices
Bar Stock Preparation
Measuring each bar before installation is essential. Most ground bars maintain ±0.0005" diameter accuracy, but variation along length diminishes guide bushing support and causes runout errors. Any diameter deviation reduces the support the guide bushing provides, leading to higher runout and concentricity errors.
First-Part Validation
Swiss complexity demands thorough first-part validation: running programs in single-block mode for initial setup, verifying guide bushing adjustment under cutting load, confirming tool offsets produce correct dimensions across all operations, checking sub-spindle transfer alignment, and validating that wait commands properly coordinate multi-channel operations.
Simulation and Verification
Machine simulations display all machining action in real-time, including Swiss-specific cycles, motions, and components, validating programs before consuming machine time or material. Collision detection between tools, parts, and machine components prevents costly errors.
Conclusion
Swiss lathe programming demands architecture-specific understanding of guide bushings, multi-channel coordination, and sub-spindle operations. Success requires systematic approaches to coordinate systems, segmentation strategy, synchronization logic, and tool offset management.
For programmers developing these skills, starting with simpler parts and progressively adding complexity builds competence while minimizing risk. Whether programming manually or using CAM systems, the fundamental principles remain: respect guide bushing constraints, coordinate multi-channel operations methodically, and validate thoroughly before production runs.
Ready to learn more? Click the button below to speak with a Nomura DS expert about your Swiss setup and how we can help improve your production.
