
What is a Compact Machining Center?
Compact machining centers are transforming how manufacturers approach CNC milling. But what makes them different from traditional VMCs, and when should you choose one?


Right-Sizing Production to Maximize Profits
Many shops run small and mid-size parts on larger VMCs simply because that's the equipment available. But when a part only needs 20 inches of travel and a 30-taper spindle, running it on a machine with 30+ inches of travel and a 40-taper spindle means paying for capability you're not using (energy costs, longer cycle times, and tied-up capacity on expensive equipment).
Right-sizing means matching each part to the machine platform that fits its actual requirements. By moving work that doesn't need a large machine onto compact machining centers, shops dramatically reduce cycle times, lower operating costs, optimize floor space, and free up large machines for work that justifies their capabilities, all factors that directly impact profit margins.


Compact Machining Center Benefits
Compact machining centers feature lighter axis masses and shorter travel distances, enabling rapid positioning and tool changes. With tool-to-tool change times as fast as ~1 second and rapid traverse rates over 2,300 inches per minute, these machines minimize non-cutting time. When running thousands of parts, these seconds add up to hours of saved capacity — capacity that translates directly into additional revenue.
.svg)

Compact machining centers occupy 40-50% less floor space than 40 or 50-taper VMCs, enabling higher spindle density per square foot. Shops can fit more production capacity into existing facilities without expensive expansions.

When mid-size parts run on compact machines, larger VMCs become available for work that truly requires their capabilities (heavy metal removal, large parts, and multi-face operations). This eliminates production bottlenecks and improves overall shop throughput and profitability.
.webp?width=300&name=NDS_MILLING_DST_40DL%20(1).webp)

Nomura DS: Speed & Rigidity
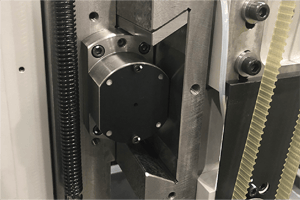
Where standard BT30 spindles lose rigidity under lateral cutting forces, Nomura DS uses a BBT30 (Big-Plus) taper with dual face contact. This creates two contact points between spindle and tool holder, dramatically increasing gripping force and reducing deflection during side milling, slotting, and face milling operations.
The result: Nomura DS machines maintain the rigidity needed to run proven cutting parameters from larger 40-taper machines without modification, while operating at rated spindle speeds (15,000 RPM standard, 24,000 RPM optional) in actual production conditions.
Rigidity enables consistent cutting, but speed determines productivity and profit. Nomura DS machines pair structural stability with rapid traverse rates over 2,300 inches per minute, minimizing the time spent moving between operations. The drum-style automatic tool changer completes tool-to-tool changes in approximately 1 second, keeping pace with aggressive cycle times while maintaining precision.
When Compact Machining Centers Make Sense
Consider compact machines when facing these shop challenges:
- Large VMCs are constantly booked with small to mid-size parts
- High-volume production runs tie up expensive equipment
- Floor space limits ability to add spindles
- Cycle times on small parts are slower than they should be
- Energy costs are eating into margins on high-volume work
- Part envelope fits within 14-21 inch travel range and spindle requirements match 30-taper capacity
The key question often isn't "Can a compact machine do this?" - it's "Am I using the right-sized machine to maximize my profit on this job?"
.webp?width=600&height=401&name=NDS-MILLING-CLOSEUP-1%20(1).webp)

America's Best Machine Tool Warranty
Nomura DS is proud to offer a full 5-year warranty on parts and labor for both the machine and control. Standard on every new machine. No upgrades required. Just the confidence to run your shop and trust your equipment.
