
Introduction
Micro hole drilling is one of the most demanding operations in modern manufacturing. When hole diameters and tolerances are measured in microns rather than thousandths of an inch, the conventional rules of metal cutting stop applying. Tool deflection that would be invisible on a half-inch end mill becomes a hole-killing error. Cutting forces that pose no challenge on aluminum can shatter the edge of a silicon carbide workpiece. Heat that dissipates harmlessly through a large tool can concentrate at the tip of a micro drill and changes its geometry within a single cycle.
The Nomura DS S-series is built for this operating window. The S-450D, S-500D, S-600S, and S-600D are bridge mill platforms designed for micro hole machining in hard, brittle, and high-value materials. Every machine in the lineup uses HSK-E32 tooling, runs spindles up to 38,000 rpm, and pairs its direct-drive platform with ultrasonic spindle technology.
What Ultrasonic Spindle Technology Actually Does
An ultrasonic spindle layers a high-frequency axial oscillation on top of the spindle's normal rotation. On the S-series, that oscillation runs at up to 32 kHz (47 kHz optional), with amplitude adjustable between 0.1 and 5 microns. The tool is engaging and disengaging the workpiece tens of thousands of times per second, on top of whatever feed and surface speed the program is calling for.
This sounds like a subtle modification. The effect on the cutting process is not subtle.
How Ultrasonic Assistance Improves Accuracy
The accuracy gain from ultrasonic drilling comes from four mechanisms working at the same time, each addressing a different source of error in conventional micro hole operations.
-
Lower cutting forces, less tool deflection. Micro drills have very little rigidity. Even modest side loads cause the tool to bend, and that deflection translates directly into positional error and hole-wall taper. Ultrasonic oscillation reduces the average cutting force on the tool by breaking continuous engagement into thousands of intermittent micro-cuts. Lower steady-state force means less deflection, and less deflection means the hole ends up where the program said it would.
- Reduced heat at the cutting edge. Continuous contact between a tool and a hard material generates heat at the tool tip. That heat causes thermal expansion of both the tool and the workpiece, which could move the actual cutting point away from the commanded position. Intermittent engagement gives the tool time to shed heat between contacts, keeping thermal growth in check across long drilling cycles.
- Cleaner chip evacuation. In a hole only a few hundred microns across, chips have almost nowhere to go. If they pack into the flutes, they either jam the tool or score the hole wall on the way out. Ultrasonic vibration breaks chips into smaller fragments and assists their movement out of the hole, which protects both surface finish and dimensional accuracy.
- Brittle fracture control. When drilling materials like silicon carbide, quartz, or technical ceramics, conventional cutting forces can cause edge chipping and subsurface microcracks. Ultrasonic vibration shifts the material removal mechanism toward smaller, more controlled fractures, producing cleaner hole edges and a more uniform surface finish.
These effects compound. Holding tighter positional accuracy at hole 50 is one thing. Holding the same accuracy at hole 5,000 with the same tool geometry is what production manufacturing actually requires, and that consistency is what ultrasonic spindle technology delivers.
The S-Series Lineup
Nomura DS offers four configurations across the S-series, each tuned to a different production scenario.
-
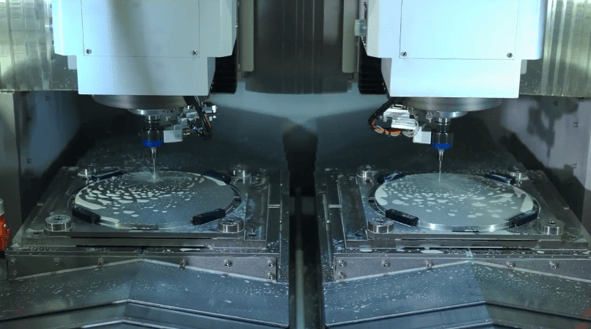
The S-450D and S-500D are dual-spindle bridge mills with two fully independent tables and axis systems. Each spindle operates on its own X, Y, and Z, so the machine is closer to two complete drilling platforms in a single footprint than to a conventional dual-head design. The S-450D runs over two 450 x 450 mm tables; the S-500D runs over two 500 x 500 mm tables. Both ship with 12-tool disc-type ATCs per spindle and HSK-E32 tool shanks supporting tools up to 160 mm in length.
-
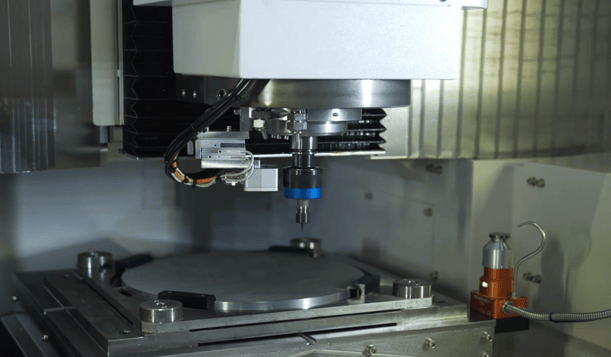
The S-600S is the single-spindle version of the platform, intended for shops that need ultrasonic capability without dual-spindle output. It uses the same 38,000 rpm spindle and 600 x 600 mm table format as the dual-spindle version.
-
The S-600D scales the same architecture to two 600 x 600 mm tables with 20-tool ATCs per spindle, doubling output for shops running larger production volumes.
All four machines use the Mitsubishi M80 control, with 3D graphics, tolerance control, and machining condition selection as standard features. The M80 control is well-suited to micro hole work because it allows the operator to dial in different parameter sets for roughing, semi-finishing, and finishing passes within the same program.
Application Focus: Semiconductor Component Manufacturing
The S-series is engineered for the production realities of semiconductor component manufacturing, particularly showerheads used in chemical vapor deposition and plasma etch chambers. A single showerhead can carry thousands of precision-drilled holes, and the geometry of those holes directly affects gas flow uniformity inside the chamber. Inconsistent hole diameter, position, or edge condition translates into uneven deposition or etching across the silicon wafer, which lowers yield and drives up the cost of every chip produced in that tool.
The materials involved make the work harder. Showerheads are commonly machined from silicon carbide, aluminum oxide, quartz, or high-purity aluminum alloys. All of them present challenges that ultrasonic assistance is specifically designed to handle: brittle fracture risk, abrasive wear on tooling, and tight requirements on surface finish and edge condition.
Beyond semiconductors, the same capabilities apply to medical implants requiring micro-fluidic features, optical components in quartz or sapphire, advanced ceramic substrates for power electronics, and fuel injection components with precision spray geometry.

The Bottom Line
Micro hole drilling accuracy is a function of cutting force, thermal stability, chip control, and material behavior. Ultrasonic spindle technology addresses all four at once, which is why it has become standard equipment for shops producing precision components at volume. The Nomura DS S-series brings ultrasonic capability into a rigid bridge mill platform with full dual-spindle output options, as well as U.S.-based service and support from more than 200 trained technicians.
For shops moving into semiconductor component work, expanding their precision manufacturing capacity, or evaluating where ultrasonic drilling fits in their process, the S-series is built for the job. Contact the Nomura DS team to schedule a demonstration or application consultation.
